

1. ¿Que es la visión artificial?
La visión artificial es una disciplina científica que incluye métodos para adquirir, procesar y analizar imágenes del mundo real con el fin de producir información que pueda ser tratada por una máquina.
Una manera simple de comprender este sistema es basarnos en nuestros propios sentidos. Los humanos usamos nuestros ojos para comprender el mundo que nos rodea, y la visión artificial trata de producir ese mismo efecto en máquinas. Éstas podrán percibir y entender una imagen o secuencia de imágenes y actuar según convenga en una determinada situación. La comprensión en los dispositivos se consigue gracias a una descomposición de la imagen en pequeños fragmentos (píxeles) y en su posterior estudio.

La principal finalidad de la visión artificial es dotar a la máquina de “ojos” para ver lo que ocurre en el mundo real, y así poder tomar decisiones para automatizar cualquier proceso.
Un ejemplo de sistema de visión artificial en el mundo industrial sería el siguiente:
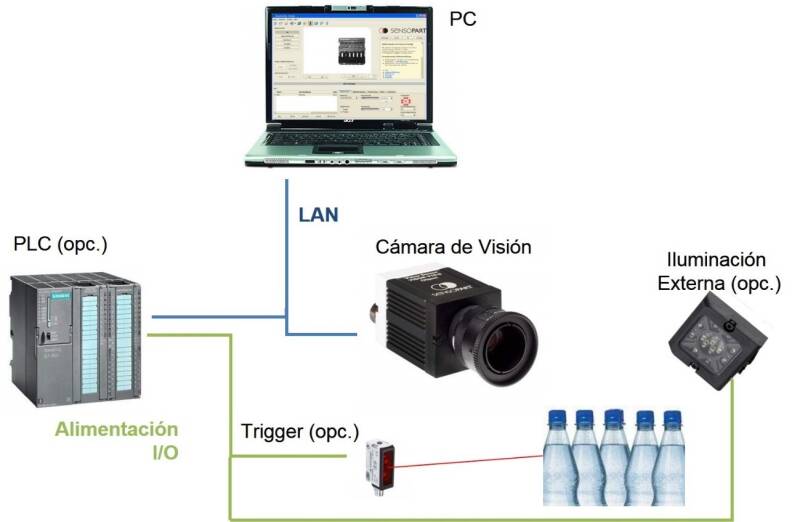
En la imagen anterior se observa que el sistema está compuesto principalmente por una cámara que actúa a modo de ojo y un autómata o PLC. La cámara envía información al sistema de toma de decisiones (PLC) que interpreta ésta y permite la toma de decisión.
Además de lo comentado anteriormente se precisan sistemas auxiliares como el alumbrado externo o los sensores fotoeléctricos. La iluminación sirve para asegurar que la imagen se capture de forma útil y correcta, y los sensores actúan a modo de disparador o trigger aportando una señal a la cámara para que tome la imagen.
Así empezó todo: sistemas clásicos de visión artificial
Las máquinas ya podían "ver" antes de la IA y del aprendizaje automático. A principios de los años setenta, los ordenadores empezaron a utilizar algoritmos específicos para procesar imágenes y reconocer características básicas. Esta tecnología clásica de visión artificial puede detectar los extremos en los objetos para colocar piezas, encontrar diferencias de color que delatan defectos y discernir manchas de píxeles conectados que indicarían un agujero.
La visión artificial clásica implica operaciones relativamente simples que no necesitan inteligencia artificial. El texto ha de ser sencillo y concreto, como un código de barras. Las formas deben ser previsibles y ajustarse a un patrón fijo. Un sistema de visión artificial clásico no puede leer texto manuscrito, descifrar una etiqueta arrugada o distinguir una manzana de una naranja.
Y aun así, la visión artificial clásica ha supuesto un impacto enorme en la industria manufacturera. Las máquinas no se cansan y pueden detectar defectos más rápido y de forma más fiable que el ojo humano. Además, las máquinas no sufren las limitaciones de la visión humana. Las cámaras de visión artificial especializadas pueden utilizar visión térmica para detectar ese tipo de anomalías o rayos X para localizar defectos microscópicos y fatiga en los metales.
El auge de la inteligencia artificial: la inferencia del aprendizaje profundo y la visión artificial industrial
Una informática perimetral cada vez más potente, con dispositivos integrados y de IoT dentro del perímetro de red y más allá, además de un universo creciente de modelos de aprendizaje profundo para inteligencia artificial (IA) está expandiendo radicalmente lo que la visión artificial es capaz de conseguir. Este rápido crecimiento en capacidades es lo que está liderando la transformación hacia las fábricas inteligentes y la industria 4.0.
La IA expande los algoritmos de la visión por ordenador clásica con modelos llamados redes neuronales. Para mejorar la precisión y la velocidad, los científicos de datos crean modelos específicos de red neuronal para aplicaciones concretas. Este proceso, conocido como inferencia del aprendizaje profundo, permite que los ordenadores reconozcan diferencias muy sutiles como el más mínimo desajuste en los patrones de un tejido o fallos microscópicos en placas de circuitos.
Cuando un ordenador recibe una imagen, o una transmisión de imágenes en vídeo, el software de visión artificial compara esos datos de imagen con un modelo de red neuronal. Durante este proceso, conocido como entrenamiento supervisado, los ordenadores revisan decenas de miles de muestras e identifican patrones significativos, incluyendo aquellos que el ojo humano sería incapaz de ver.
Existen modelos para detectar píxeles muertos en pantallas o fuera de su rango de color, detectar huecos en soldaduras y señalar hilos sueltos en una tela. Por supuesto, hay modelos nuevos en constante perfeccionamiento y desarrollo.
Visión artificial inteligente y sistemas autónomos
La inteligencia artificial está llevando la visión artificial mucho más allá de la inspección visual y el control de calidad. Con la visión artificial inteligente, los robots pueden ver en tres dimensiones, sujetarse piezas unos a otros y revisar el trabajo de los demás. Pueden incluso interactuar con sus compañeros humanos para garantizar un entorno de trabajo seguro.
Las máquinas provistas de visión inteligente pueden utilizar el procesamiento del lenguaje natural para leer etiquetas e interpretar señales. Los robots con visión inteligente pueden comprender formas, calcular volúmenes, llenar a la perfección cajas y camiones, e incluso contenedores de transporte, con el menor espacio desperdiciado posible.
Este cambio, de máquinas capaces de automatizar tareas sencillas a máquinas autónomas capaces de ver más allá de lo que el ojo humano puede ver, y de pensar por sí mismas para optimizar elementos durante períodos más largos será lo que impulse los nuevos niveles de innovación industrial.
Puede sonar a ciencia ficción, pero la visión artificial inteligente funciona ya en las fábricas, los almacenes y las centrales de envío en la actualidad, asistiendo y ayudando a los trabajadores humanos con las tareas más mundanas para que estos puedan dedicar sus destrezas a las cosa más importantes.
Aplicaciones de la visión artificial
La visión artificial industrial es la columna vertebral en la fabricación, la logística y las operaciones inteligentes. Las cámaras de visión artificial, los sensores de IoT integrados y los ordenadores industriales pueden aportar inteligencia, análisis y eficiencia a cada paso del proceso de fabricación.
Ventajas de la visión artificial en la fabricación inteligente
La visión artificial aplicada al proceso de fabricación puede mejorar la calidad de los productos y la eficiencia general del sistema, aumentar el rendimiento de su línea de producción, reducir los costes de mano de obra y liberar al personal para que puedan centrarse en trabajos de mayor valor.
Para Audi, trabajar con Intel y Nebbiolo Technologies, resultó en un aumento del número de soldaduras analizadas por día, una reducción de los costes en mano de obra, y la posibilidad de un sistema de supervisión más pro-activo, para evitar problemas en lugar de limitarse a reaccionar a ellos, y todo gracias a la incorporación de análisis predictivos y algoritmos de aprendizaje automático en la inspección de soldaduras y procesos críticos en el control de calidad.1
"En la fábrica de Neckarsulm ya vemos una reducción del 30% al 50% en los costes de mano de obra".
Michael Häffner, Director de planificación de la producción, automatización y digitalización de Audi
En industrias muy reguladas como la farmacéutica, la visión artificial ofrece comprobaciones constantes sobre el contenido, el embalaje y el etiquetado de productos para garantizar la calidad. Cuando se aplica a cadenas de suministro, la visión artificial puede escanear y rastrear automáticamente los artículos en cada punto del flujo de trabajo, proporcionando una cuenta precisa y en tiempo real de su inventario.
Ventajas de la visión artificial en las operaciones
Las mejoras en la salud y seguridad para los trabajadores son una ventaja fundamental de la aplicación de la visión artificial a las operaciones. La visión por ordenador basada en la IA puede asegurarse de que los trabajadores guarden la distancia social y utilicen los equipos de seguridad adecuados. Los robots y equipos con visión artificial pueden interpretar las acciones humanas e interactuar, ayudando a evitar accidentes antes de que estos puedan producirse. Si una situación se vuelve insegura, pueden advertir al operador o desconectar los equipos automáticamente, reduciendo el riesgo tanto para sus empleados como para su empresa.
Además, al analizar continuamente los datos de las cámaras, micrófonos y sensores integrados en los equipos y máquinas industriales, los ordenadores industriales pueden servirse de la IA para detectar fallos y signos de desgaste antes de que se produzcan averías, haciendo posible así la planificación de reparaciones preventivas con antelación, eliminando los tiempos inesperados de inactividad y repartiendo los costes de mantenimiento a lo largo del tiempo.
En los ámbitos de la gestión y la seguridad de activos, la IA puede detectar y rastrear objetos a través de las transmisiones de vídeo para garantizar un uso y almacenamiento adecuados, alertando a la dirección en caso de que dichos activos salgan de un perímetro predefinido. Los sistemas de cámaras de seguridad pueden convertirse en socios de seguridad activos, capaces de controlar el acceso al edificio o identificar escenarios potencialmente peligrosos.
Descubra cómo hace Intel para llevar la IA a la visión artificial industrial
La visión artificial y la automatización industrial ofrecen dividendos inmediatos en forma de aumentos en la productividad, controles de calidad más estrictos y una mayor eficiencia. Como componente básico en las tecnologías de la Industria 4.0, la visión artificial está transformando la fabricación, la logística y las operaciones.
Lea los casos de estudio más recientes en visión artificial y obtenga más información sobre cómo los modelos de aprendizaje profundo, el middleware y los diseños de referencia de Intel® están construyendo la próxima generación de la Industria 4.0.
Tipos de visión artificial
Dependiendo de la complejidad de los sensores y la tecnología que utilicen podemos dividirlos en:
- Sensores de visión. Son los más básicos y muy fáciles de integrar en un sistema automatizado. Se emplean para detectar el paso de un elemento.
- Cámaras inteligentes y sistemas de visión integrados. Son cámaras que cuentan con sistemas de cálculo mucho más complejos. Su capacidad para procesar información y la posibilidad de trabajar en remoto las convierte en la solución presente en la mayor parte de la industria.
- Sistemas de visión avanzados. Tanto su software como su hardware están en un nivel superior de desarrollo y eso influye positiva-mente en la cantidad de datos que pueden acumular y procesar.

Podemos hacer una segunda clasificación atendiendo a la calidad de la imagen:
- Visión 1D. Opera con una señal digital que estudia la imagen línea a línea y no en su totalidad. Se emplea para detectar defectos en materiales fabricados en un proceso de flujo continuo, donde los materiales están en constante movimiento y son sometidos a un tratamiento mecánico (metales, papel, tejidos, plásticos…).
- Visión 2D. Las cámaras 2D pueden captar imágenes en color o en escala de grises y las convierten en matrices divididas en píxeles, por eso se utilizan en el reconocimiento de caracteres como en la lectura de códigos o, incluso, en metrología.
- Visión 3D. Estos sistemas recurren a varias cámaras colocadas en distintos lugares o sensores de láser por lo que reúnen información sobre la orientación del elemento. Suelen usarse en pick and place.
- Termografía. A través de una serie de sensores capta información sobre la temperatura de las piezas y se representa en una escala de colores. Es la alternativa más recomendable a la hora de detectar fugas o desequilibrios.
- Visión hiperespectral. Estas cámaras identifican la composición de cada elemento midiendo la longitud de onda. En alimentación se recurre a ellas para detectar intrusos como restos de tierra, plásticos…

Haz clic aquí para añadir texto
Añadir comentario
Comentarios